




適用範圍
適用於汽機車零件業, 心軸件製造業, 製罐業。
應用範例




各項定義
- 真圓度
在旋轉的圓形體上,在外形表面上的點位置均與中心點等距,而真圓度的有以下4種評價方式,符號" "。
"。
1.1 最小平方圓法
真圓度的取值為一外接圓與一內切圓的半徑差,此二圓與以最小平方法求得之基準圓同心。
1.2 最小區域中心法
真圓度的取值為二同心的外接圓與內切圓的最小半徑差,最小區域中心法的基準圓為在二圓中間且到二圓等距離的同心之圓。
1.3 最大內切圓法
真圓度的取值為與最大內切圓同心之外接圓的半徑差,此法之基準圓為最大內切圓。
1.4 最小外接圓法
真圓度的取值為與最小外接圓同心之內切圓的半徑差,此法之基準圓為最小外接圓。
- 真直度
在一平面上的線資料,或軸線成一直線的狀況,符號" "。
"。 - 平面度
在一表面上,所有的點位置均在同一平面上的情形,符號" "。
"。 - 圓筒度
在一旋轉的圓柱體表面上,所有的點位置均與圓筒的軸心成等距情況,符號" "。
"。 - 平行度
一個面或線上的每一點與一基準面或基準線為等距情況,符號" "。
"。 - 垂直度
一個面或線與一基準面或基準線成90°情況,符號" "。
"。 - 傾斜度
一個面或線與一基準面或基準線所成的特定角度(90°除外),符號" "。
"。 - 同心度
旋轉狀態中的兩個圓在同一個橫斷面上,中心點位置的偏異量,符號" "。
"。 - 同軸度
一條軸線與一基準軸線重合的情況,符號" "。
"。 - 對稱度
一個或多個物體對於一基準物體的中心平面相對情況,符號" "。
"。 - 偏擺度
一個物體圍繞基準軸線作一旋轉時的最大容許改變量,符號" "。
"。 - 位置度
物體的特定位置,相對於其他物體或基準的允許變化量,符號" "。
"。
功能
可測量各種精密機械零件的圓度形狀參數, 真圓度、真直度、平面度、圓筒度、平行度、垂直度、傾斜度、同心度、同軸度、對稱度、偏擺度、位置度 。
工作原理
一般人對真圓度的認知僅只於把工件架在旋轉台上,利用探針上下最大的移動量來判斷工件是否為真圓,事實上這樣的量測方式,只是得到偏心度的檢查量而已。
真圓度對於一些精密零件的生產製造日益重要,舉以下幾個真圓度量測應用的例子來說:
- 飛彈彈筒製造時,須量測其真圓度。
- 高壓、高危險性的閥件,其真圓度若配合不佳,使用日久,會因彼此磨損而致內部流體外洩。因此高壓力球形閥件之真圓度要求非常嚴格,由於這些球形閥件如果不能 得到良好的同心度,運轉日久將使得一些具有危險性的、高壓力的氣體產生洩氣的現象。
- 三次元的探針亦須考慮真圓度,以免各方向所接觸的點,量測直徑補償探針後產生誤差。
三次元三軸之精度在5μm時,探針鋼球之真圓度須為0.05μm,精度為三次元三軸之 1000倍。如探針頂尖鋼球之真圓度精度不高,將嚴重影響三次元量測之結果。 - 各種生產線上的滾筒:例如壓印、輥延使用的滾筒,其真圓度良好,施力才能均勻,產生出來的工件厚度及品質才能保持一貫。
- 噴射式引擎噴油系統噴油油針和噴嘴之量測:
噴射式引擎噴油系統中燃油噴油油針和噴嘴的真圓度和同心度,在噴射式引擎的性能上攸關重大,既直接影響引擎的馬力,效率和廢氣排放的汙染程度, 同時也關係著整個引擎的壽命。
一般而言, 真圓度很難真正做到線上量測, 最常見的生產線上量測圓球的方法, 便是令圓球滾下傾斜的檢測台, 然後視圓球偏離軌道的程度來判定圓球是否接近真圓, 然而這樣的檢測工作只是定性分析, 沒有量化的結果。許多廠家宣稱所出售的設備可進行真圓度線上量測, 但其實顯示的量測值不過是偏心度而已。例如傳統的直徑法、半徑法、三點法...等真圓度量測方式,皆過於簡略, 而有誤差產生。 所謂直徑法即通常使用分釐卡或缸徑規等測量數點直徑, 由最大徑與最小徑之差值,即為其真圓度, 由於取點數一般有其限制, 僅適用於橢圓形或偶數凸形工件之量測。所謂半徑法即通常用來量測工件半徑外形尺寸的變化量,一般可以利用 Dia gauge (圓盤指示錶)來擔任這項工作, 將待測工件安置于具有頂心裝置的檢查台上, 此檢查台提供了一個基準軸線,故我們可將工件架於此軸線上作旋轉,待測工件旋轉一周後,觀察量錶指針上下移動量, 即為其真圓度, 此法未考慮檢查台旋轉中心不在待測工件圓心上,因此偏心量未作補償 。所謂三點法與半徑法相似, 但是把具有頂心裝置的檢查台改為 V 形鉆塊, 此法未考慮形狀不均勻分佈之凸形工件之量測, 因此誤差甚大。近來因電子計算機的進步,真圓度有了更精確之定義。
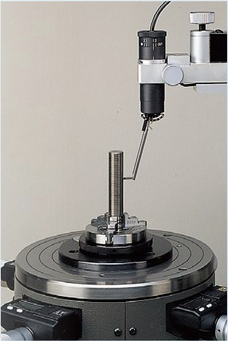
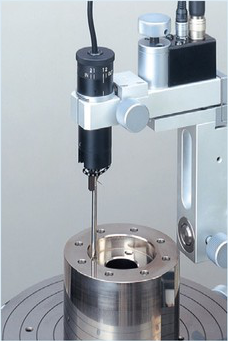
真圓度儀可分為如下五部份:
- 測定部本體:內有空氣浮動式的旋轉台,以防止地面或外界的震動影響量測的精度。
- 電氣式探針:可以作前後上下移動及各角度之旋轉探針沿工件外表上下移動的量,能夠轉換形 成放大數百倍至數萬倍,並傳送至微處理機內部,探針在操作時,若太大意易致斷裂,使用時須多小心。
- 微處理機:能夠將偵測到的待測物表面上下移動之量,配合旋轉角度之量,在內部作運算及處理,當空氣浮動台充氣不足時,亦能作警示,並且讓浮動台無法旋轉進行量測。在處理量測值時,微處理機並有信號濾波器將雜訊過濾,信號濾波的方式通常以信號截取頻率來調整,例如15UPR即代表信號截取頻率為 1.5 HZ, 50 UPR 即代表信號截取頻率為5 HZ,信號截取頻率越高,圖形之抖動情形加劇,可能出現非期望之數據,因此信號濾波器將雜訊過濾,可以得到良好的結果。除此之外,有些機型尚可將旋轉偏心量預先消除自動作求心補正的工作。
- 空氣壓縮器及濾淨器:可以提供壓縮空氣並經過過濾及乾燥處理,才提供給測定部本體使用。
- 記錄器:將待測物本體之輪廓上下移動量配合旋轉角度繪於記錄紙上,與測定子同步,記錄係以感熱的方式進行,記錄筆可由微處理機予偏移至適當位置。根據這張記錄圖,我們可在上面作圖,求出四種真圓度之值,亦可配合同心圓的透明板,使作圖及計算工作更簡化。
真圓度儀之調心工作:
- 先調水平再調心。
一般真圓度儀之空氣浮動台一共有四個調整鈕,其中二個調整旋轉中心之 x,y座標位置,另兩個則調整水平。調整水平的工作必須先做,尤其在一些高倍率量測的場合更不能馬虎,否則一個柱體在未軌跡將是一個橢圓,而非一個圓,因此在水平未調好的情況下,很難調得良好的旋轉中心。 - 先粗調再細調:所謂粗調粗即是利用眼睛觀察探針與工件之間的距離差,而直接用手移動待測工件,此時工件尚未與探針接觸,以目視法觀察,將工件置於平台中心,並將0°線轉至水平。將探針靠近工件,保持約2mm之間隙旋轉工件,逐漸移動工件至旋轉中心。將平台轉180°,觀察探針與工件之距離後以手移動工件,使工件位於旋轉中心。旋轉360°,觀察探針是否巳與工件表面保持等距,若是,則可進行微調。
- 先調整其中一個鈕,再調整另一個轉鈕:粗調後即進行細調,此時令探針接觸到工件,並使用轉鈕來調整。最終目的則希望旋轉工件一圈之間。先將一個調整鈕轉至 0 度及180 度,反覆調整使指針之位置在 0 度的地位,旋轉的過程中希望指針是往 "-F" 方向偏移,如果在 0 度及180 度指針都在 "-F" 附近,則令探針對工件前進,增加接觸量,如果在 0度及 180 度時,指針都在 "+F" 附近,則令探針對工件後退,以減少兩者之接觸量。
- 當其中一個轉鈕在 0 度及 180 度時,指針位置都不變時,再調整另一轉鈕,亦利用 0 度及 180 度調整,或直接在 90 度的地位來調整,如此反覆進行,可以得到整個工件旋轉時,指針都在中央 0 的位置附近的結果。
真圓度儀之電氣式探針亦即電子比測儀,利用機械式的探針做接觸性的量測,探針微小的位移會在磁感測部位的差動變壓器上之線圈產生微小感應電流,此電流經濾波與放大,即為量測信號。
優點如下:
1.重覆性好、精度高:因為沒有連桿機構故沒有倒退間隙及鬆動。
2.敏感且測量壓力小:因為在信號傳遞時,沒有機械式的能量磨耗,因此只須很
小的測量壓力,忠實的反應出待測物的表面情況。
3.反應速度快:因為是電磁感應的作用,因此反應速度很快,但由於本身仍為一
種接觸式量測,故遇到形狀複雜、起伏變化大的待測物件,如加快量測速度,
易使探針損壞。
4.放大倍率高且段數多,可提供各種放大倍率的段數提供使用者選擇,且放大倍
率可高達十萬倍。
缺點如下:
1.探針構造纖弱易從中斷裂。
2.量測範圍小,例如一般的自5 μm 至 250μm只適用於小量的行程。
真圓度儀、表面粗度儀與輪廓測定儀之電氣式探針彼此之間構造及原理都很相 似,但由於測定對象不同,其信號會放大與濾波的方式也不一樣,因此不可以互換使用。